服务热线:027-82638412
服务热线:027-83537266
传真: 027-83592799-802
地址:湖北省武汉市硚口区
古田二路南泥湾大道37号汇丰企业总
部1号楼A座...
您所在位置:首页 > 新闻中心 > 行业资讯
行业资讯
热处理车间回火炉集散控制系统方案
本文介绍了一种热处理车间回火炉集散控制系统方案,实现了回火炉温度控制柜的集中安装、控制及管理。该热处理车间回火炉集散控制系统的总体设计采用工控机+智能温度控制器设计方案,主要由上位机、报警模块、智能温度控制通讯模块和外围接口模块组成。设计方案如图1所示。
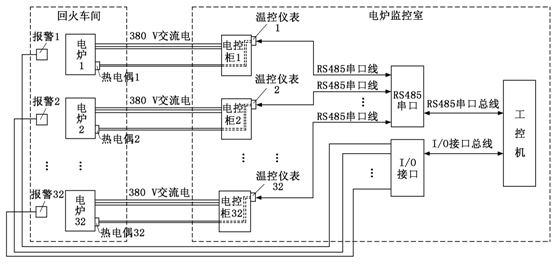
图1 回火炉集散控制系统总体框架
回火炉集散控制系统中上位机的功能
该回火炉集散控制系统中的上位机采用的是高性能研华工控机,其主要作用是提供人机交互平台,实现数据传输与数据处理、过程实时监控、工艺仿真、历史数据保存、远程浏览和下位机通讯等功能。工业控制现场处理信号类型有多种,如模拟量输入输出、开关量输入输出以及脉冲输入等。然而在实际系统控制中,许多均为脉冲信号,如旋转编码、流量检测信号等,这些都需要使用脉冲输入输出板卡来实现。根据本集散控制系统要求的开关量输入功能,在上位机中安装了PCI 脉冲输入输出板卡,实现了对脉冲信号的输出与采集,并考虑了现场强电的干扰,在数据传输过程中采用滤波磁环以提高信号的稳定性。
回火炉集散控制系统中下位机的功能
采用高度集成的智能温度控制仪表,计算机通过485口采集和控制温控仪表的数据。本温控仪表采用串联的方式,一个串口可以控制最多31个温控仪表,由于传输距离长,环境噪声大,本系统采用Moxa 的串口扩展卡,可以扩展8个串口,最多可同时控制248个温控仪表。下位机的作用是实现实时温度的采集、显示,控制柜提供对回火炉的控制信号,可实现回火炉内温度内的自动精确控制,并输出报警信号。温控仪表采用的输出方式为PWM 波形,本热处理集散控制系统控制采用PID 闭环控制模式,控制器根据温度传感器采集的信号与设定信号偏差来调节PWM 的脉宽和频率。温控仪表输入方式有热电偶与热电阻两种模式,本系统采用热电偶输入模式。
热处理车间集中监控系统软件设计
炉集散控制系统监控系统软件框架图如下,软件设计包括账户管理、硬件管理、工艺设定、数据回放和工艺仿真。
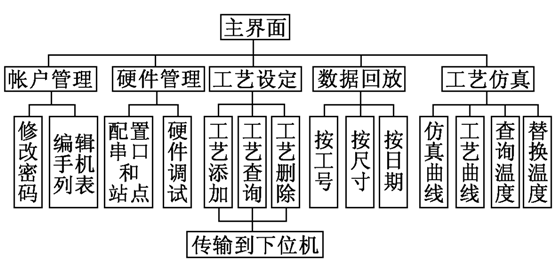
图2 热处理集散控制系统监控软件框架
回火炉曲线的好坏对热处理产品影响很大,稍有差错将导致全炉报废。由于回火曲线是技术机密,因此有必要设计一套工艺配方,软件工人只需按照工件规格调用就可以完成工件的回火处理。设计好的工艺配方必须保存在数据库中,该回火炉自动化控制系统对每个回火炉进行全程实时检测和控制,设计了端口配置管理模块,用于防止线路损坏和实现系统扩展,可实现炉温信息的实时记录与存储。如果出现因人为失误而造成的损失,可随时调出该回火炉的全程历史信息,以便查找造成损失的具体原因和具体操作人员,实现管理中的责任到人,提高工人的自我约束能力,减少人为造成的损失。仿真模块可以事先仿真回火曲线,为热处理工件回火曲线的设定提供依据。
本热处理集散控制系统软件设计采用多线程工作机制,主线程负责整个流程的控制,执行必要的初始化和硬件通信任务,从语法上分析用户在调用应用程序时提供的命令行参数,并创建和调用其他线程,其工作流程如图4示。
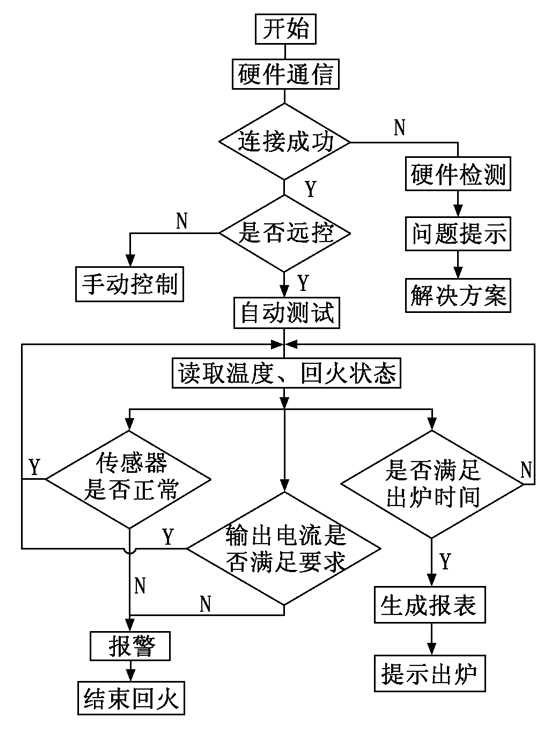
图3 主线程工作流程图
总结
上文提出了一种针对大型回火车间的中央集散控制方案,实现了生产过程的全自动化运行,可对工艺参数进行配方处理和闭环回路控制,监控整个生产过程、测量各点的参数以及设备的运行状态。到目前为止,该热处理车间集散控制系统工作稳定,同时也为提高生产质量提供了理论和数据参考,达到了节能降耗提高效益的目的。
相关阅读:
- 上一条产品:N80Q钢级石油套管提高热处理性能的几点措施
- 下一条产品:铸造行业热处理控制设备的现状和发展方向