服务热线:027-82638412
服务热线:027-83537266
传真: 027-83592799-802
地址:湖北省武汉市硚口区
古田二路南泥湾大道37号汇丰企业总
部1号楼A座...
您所在位置:首页 > 新闻中心 > 行业资讯
行业资讯
提高电加热高温钟罩炉温度均匀性的方法
前言
钟罩炉最初的的设计是被用作铁氧体材料的烧结,由于其高效率性、工艺操作灵活性和烧结的产品的高稳定性,现在广泛应用于氧化锆陶瓷插芯材料、电池材料、电子陶瓷、磁性材料、有色金属、化工原料等产品的研究及批量生产。
随着科学技术的发展,对材料的工艺要求日益精细,以及使用的领域逐渐广泛,例如钟罩炉还使用在氧化锆牙冠材料的烧结上,对于钟罩炉烧结的温度均匀性提出了更高的要求,温度均匀性已经成为钟罩炉热场发展的趋势。本问讨论提高钟罩炉炉温均匀性的方法。
钟罩炉的结构介绍
钟罩炉的得名主要是因为它的外形,像一个大钟罩在工作载物台上,钟罩可以上下移动,钟罩的上下移动可通过液压升降装置、起吊驱动装置等实现。钟罩炉依照加热元件不同一般可分为电阻丝加热钟罩炉、硅碳棒加热钟罩炉、硅钼棒加热钟罩炉,这里主要讨论1500℃以上的高温硅钼棒加热钟罩炉。
炉膛部分
采用轻质炉膛结构的钟罩炉一般采用1800型高温氧化铝纤维、1650型多晶纤维、1400型高铝纤维、1260型硅酸铝纤维等锚固复合而成;采用重质炉膛结构的钟罩炉一般采用刚玉莫来石砖、氧化铝空心球砖、莫来石轻质砖、硅酸铝纤维等材料砌制而成,炉膛形状一般为圆形或方形。热场设计时,一般保持侧面四周热阻一致,考虑到炉膛顶部散热较大,顶部保温一般适当加厚。
加热元件分布及控制组的设置
一般的电加热高温钟罩炉采用同规格U型硅钼棒加热,加热元件均匀分布在炉膛内部。U型硅钼棒的垂直安装,考虑到硅钼棒高温会伸长,硅钼棒的加热端长度比炉膛高度短一些,安装时,与下部保持一定的伸长间隙。基本上在炉膛的高度方向都采用单点控温,炉膛无法调节上下温差,无法降低上下温差或实现上下温度梯度。
硅钼棒的特性

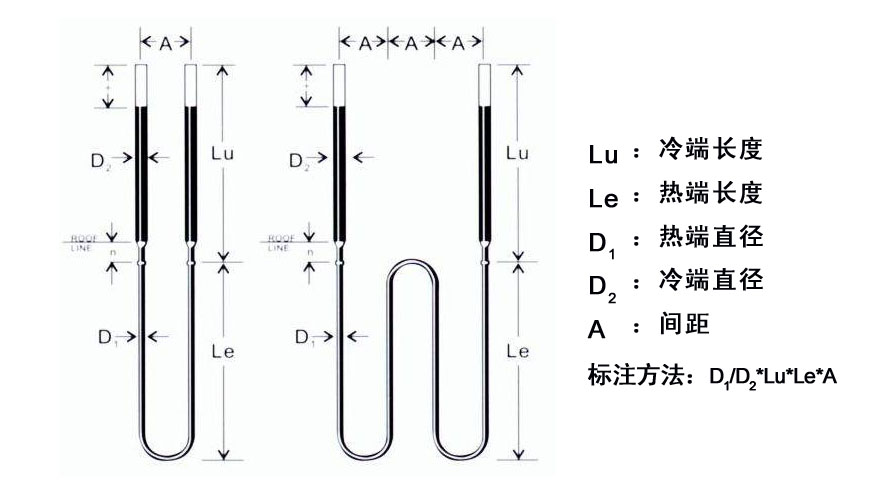
硅钼棒分为加热端和接线端(又叫冷端),热端和冷端通过大电流高温熔焊成一体,一般做成U型或W型。硅钼棒热端的直径常用为3,6,9mm,冷端的直径为6,12,18mm,为热端直径的2倍。根据电阻公式R=ρL/S(式中:ρ为电阻的电阻率,Ω·mm,是由其本身性质决定;L为电阻的长度,mm;S为电阻的横截面积,mm2),硅钼棒的热端和冷端的电阻率是一样的。由于冷端的直径是热端的2倍,这样热端的单位长度电阻就是冷端单位电阻的4倍(冷端和热端温度相同的情况下)。MoSi2还有一种特性,就是硅钼棒的电阻率随温度的升高几乎以直线关系迅速上升。
根据二硅化钼电热体的电阻特性,冷端处于低温状态,电阻很小;热端处于高温状态,电阻将会较大。以上两点从物理特性上说明了硅钼棒之所以热端发热的原因。
一般高温钟罩炉在炉膛设计时,同种U型硅钼棒一般均匀排布在窑炉的侧面,考虑六面放热系数的差异,根据热阻保温设计,理论上实现六面单位面积放热相等。但实际上,由于炉膛设计的结构、炉膛内部气体对流传热、产品的工艺特点、产品的堆放方式等都会对热场产生影响,造成热场的温差,一般情况容易形成了上部温度高、下部温度低的现象。
由于单个加热元件侧面垂吊设置,控制器调整加热元件的表面功率时,上下表面功率将同时加大或减小,使得炉膛截面上下温差很难调整。
提高钟罩炉温度均匀性的方法
通过对窑炉这一现象的分析,可通过以下方法来减小炉膛内上下的温差。
高温钟罩炉下部温差独立补偿
具体实施方法:在窑炉炉膛内增设一种特殊硅钼棒的加热元件,使加热元件总长度不变,缩短加热元件的热端,加大加热元件的冷端,即加热元件较长的冷端部分伸进炉膛,并在炉膛下端增设温度控制点,控制下部特殊温区温度。这样,当特殊加热元件工作时,由于发热端位于炉膛截面下部,加热元件的主要功率在炉膛下部位置释放,这样就相应的增加了炉膛下部的加热功率,提高了下部的实际温度。这种方法存在的缺点是,无法精确控制炉膛下部提高的温度。适合小型钟罩炉炉温调节。
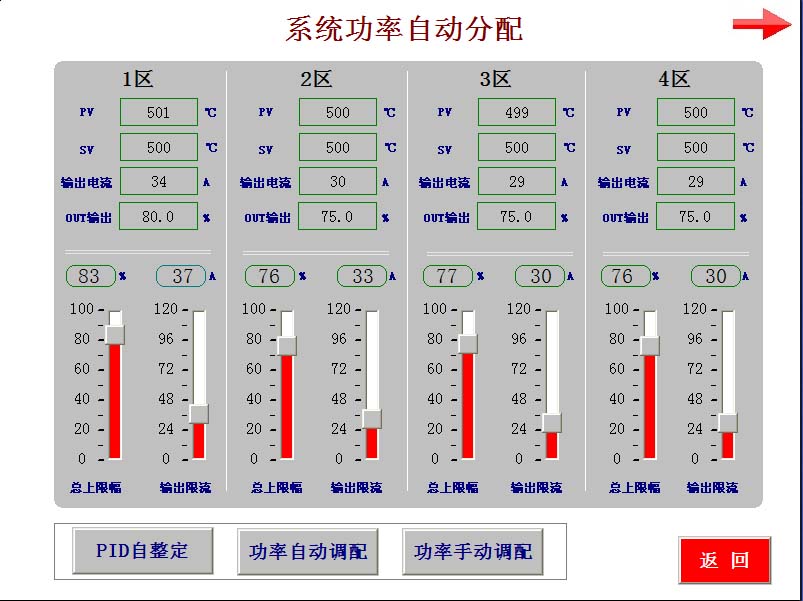
钟罩炉温控制系统的多区功率自动平衡调节
对于有上下温区的大型钟罩炉即可考虑功率的自动平衡调节,具体的原理是将钟罩炉炉膛分为多个温度区进行控温,各个温区在各自升温情况下,通过系统中的智能管理模块和各个温区采集到的温度值控制各加热区内负载的加热功率,各个温区采集到的温度值与设定温度差值进行PID运算,在炉子升温过程中,根据各个温区的加热情况,不断自动调整各区PID控制参数和输出大小,以使各个温区的温度基本一致,即保证整个炉膛内工作区的温度均匀。
也欢迎您来电与辉达技术人员详细交流讨论
.jpg)
相关阅读:
- 上一条产品:钟罩炉自动化控制系统、钟罩炉结构组成及其应用介绍
- 下一条产品:钟罩式气氛烧结炉的关键技术研究