服务热线:027-82638412
服务热线:027-83537266
传真: 027-83592799-802
地址:湖北省武汉市硚口区
古田二路南泥湾大道37号汇丰企业总
部1号楼A座...
您所在位置:首页 > 新闻中心 > 行业资讯
行业资讯
全新开发研制的箱式炉调质生产线的控制系统和结构优化设计
在挖掘机设备中需要热处理的工件很多,如齿轮、传动轴、连杆、大型轴承等,其中很多工件都属于体积较大的大型机械零件。大型机械零件在进行热处理时,特别是在进行预热处理时,主要采用台车式炉装挂加热以及出炉冷却的方式进行。这种方法的缺点是散热量大、高镍料具消耗快、工作环境恶化、人工操作导致的产品质量参差不齐,工作安全性欠佳。
近年来结合国内外先进设备的特点,结合用户的实际情况,有公司研制出全自动箱式调质生产线,以解决台车炉加工大型机械零件时的弊端和问题。本文简单介绍全自动箱式调质生产线的组成结构以及控制系统。
全自动箱式调质生产线主要组成设备由卸料台、风冷台、箱式高温回火炉、箱式淬火加热炉、水淬槽、备料台、储液槽、三位运转料车等。生产设备平面结构图如下:
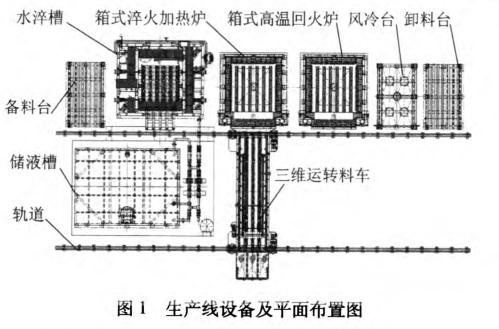
该生产线具有自动搬运、进出料、加热、淬火(水淬)、转移、风冷、卸料的功能,同时可以根据生产实际,调整生产线加热、淬火节拍,具有生产灵活、可靠性高、生产效率高、能源消耗低等特点。
全自动箱式调质生产线自动化控制系统
全自动箱式调质生产线采用可编程控制器,全部机电动作、压力控制、气体供给均由PLC闭环控制。PLC配以太网接口,与上位机进行以太网通信,可以扩展若干个网络终端。
转移料定车定位采用倍加福位置发信器,包括读写卡、识别器、工业总线、通信模块等。工件进工位、出工位均做记录,彻底消除了程序信号导致撞车的现象。
同时,在控制中还新增了工件跟踪系统,在装载一炉料时,在人机界面上输入产品的工艺参数,暨操作班组号、产品型号、材质、工艺类型、装炉量等。并随着工艺流程的进行,对炉内每一炉工件进行跟踪记录,准确记录各工艺段的时间(如进加热炉时间、进淬火槽时间、进回火炉时间等)使操作人员及时跟踪工件的热处理工作状态。对于生产过程中,出现紧急情况,操作人员可以对工件数据进行手动操作,确保数据的准确性和更新的及时性。
整个控制系统采用触摸屏人机操作界面,使用专业的自动化控制软件,工艺曲线的编制修改、工艺参数的设置、数据的读取存储都通过触摸屏进行。通过触摸屏界面可以直观看到整个设备的运行状况,同时包含有状态复位、自动条件、探头吹扫、转移操作等等操作界面。
优化加热炉、回火炉设计
为减少蓄热消耗,加热炉及回火炉炉体采取全纤维(真空纤维砌块+纤维平铺层)炉衬,炉底采用轻质耐火制品和高强度的耐热钢共同砌筑。耐火纤维容重小,炉墙蓄热少,周期性操作的炉子比砖墙炉体节省20%-30%。
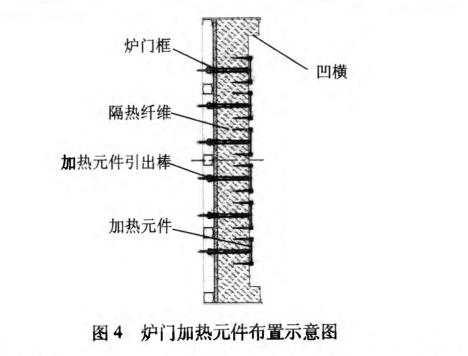
加热元件为高电阻电热合金丝烧制成形,插挂在炉体内纤维模块上。采用这种结构形式,有利于加热元件充分释放辐射能量,避免不必要的能量消耗,同时在炉门上也布置加热元件,提高了单位体积内炉膛加热量,为避免炉门加热元件热短路,减少消耗,同时为防止炉门开启时加热元件掉落,炉门内布置的加热元件采用下图布置方式。
为保证炉温均匀性,在炉体顶部安装了水冷式耐热合金循环风扇进行强力搅拌,同时,炉内导轨采用分段镂空设计,以利于气流循环。多重技术手段的运用保证了加热炉、回火炉的加热能力和效果。
采用高效板式换热器及优化的搅拌系统保证淬火效果
为保证淬火水温在合理的范围内,在水淬槽内安装了多块高效板式换热器,其在槽内合理分布,最大限度发挥换热效果。换热器与外界循环冷却系统相连,淬火液温度采用高效灵敏热电偶配合电磁阀、温控仪表、温控开关等手段实现温度自动控制。
为提高冷却效果,水淬槽配备了多台液下螺旋搅拌器,为提高淬火介质流过工件区域的流速,达到良好的淬火效果,搅拌器出口安装有导流筒,此导流筒可对搅拌介质提供导向,同时,在工作区域设置可工件用导流筒,确保高速介质流全部流经工件区域。
对水淬而言,淬火过程存在蒸汽膜阶段,沸腾阶段和对流阶段。蒸汽膜阶段时间缩短,整个淬火时间缩短。为尽可能减少工件入水初始阶段蒸汽膜对淬火质量的影响,设计人员还为淬火槽升降料台设置了料台串动,进一步提高淬火效果。同时为检修方便,设置了储液槽、杜绝检修时废液排放对环境的污染。
生产线经过用户使用,整体运行良好,主要技术指标达到客户的要求。
- 上一条产品:KY系列安装型智能温控器,轻松实现工业热处理自动化...
- 下一条产品:粉状料焙烧网带窑炉的结构与自动化控制