服务热线:027-82638412
服务热线:027-83537266
传真: 027-83592799-802
地址:湖北省武汉市硚口区
古田二路南泥湾大道37号汇丰企业总
部1号楼A座...
您所在位置:首页 > 新闻中心 > 行业资讯
行业资讯
钢丝生产厂连续热处理炉的改进技术点
钢丝是用热轧盘条经冷拉制成的再加工产品。钢丝的中间热处理是对半成品中间线坯进行热处理工艺,目的是消除冷拔过程中的加工硬化,恢复线坯的塑形,利于进一步拉拔。此时一般需用到连续性的热处理炉。本文介绍某钢丝生产厂的一台4区连续热处理炉的改进技术方案,包含连续热处理炉炉体改造和热处理控制系统改造。
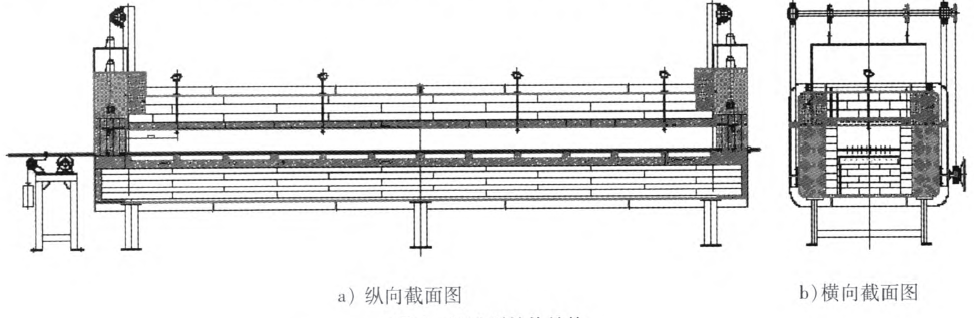
该连续热处理炉分为四区:入口区、加热区、保温区、出口区。钢丝由人M区进入炉体时,由于钢丝温度较低,需要吸收大量热,导致炉口温度明显下降。经过加热区时,钢丝外表温度达到950℃,此时吸收热量逐渐减少;随着钢丝进入保温区,钢丝心部达到950℃,内外温度一致,在该段完成奥氏体转变。由于出口和外界相通,此处存在热量损失,炉温会有所下降。另一方面由于该热处理炉采用普通温控仪加交流接触器控温方式,控温精度不足,综合以上两方面原因,导致连续热处理炉炉内温度分布不均匀,热处理炉的入口温度和出口温度总是低于设定温度,影响了钢丝的实际加热速率。

(1).jpg)
热处理炉体方面,该连续热处理炉采用整体式机构,砌体材料使用耐火高铝砖和保温砖,外部敷硅酸铝保温棉。这种传统结构的炉体由于保温砖之间存在大量缝隙,炉内热量会沿着缝隙向外扩散,因此保温效果不好,且维修炉体时困难。
改进技术点
1、 炉体结构的改进:将该连续热处理炉改用分体式结构,由上下两部分炉体组成,上下同时加热,结合处采用快卸式压紧螺栓压紧。保温材料和耐火材料使用晶体纤维加热模块、纤维板和纤维保温毯。经实测,改进后炉体外表温度由原来的100℃左右降低为35-45℃,保温效果良好。
2、 连续热处理炉的电气控制系统的改进:普通的温控器+交流接触器只适用于常规控制,对于大惯性和非线性强的场合不能满足使用要求。将普通温控器改为智能型PID温度控制器+可控硅的控制策略。智能PID温度控制器增加了前馈和反馈功能,对炉温的变化具有一定可预测性,克服了传统PID温控器存在的易出现积分饱和、非线性区误差较大,反应迟缓等缺点。通过可控硅实现对电热丝电炉的平滑控制,从而降低了对耐火材料的热冲击。另外根据不同加热区不同的功率消耗情况,整个连续热处理炉自动智能分配各区的加热功率,保证所有加热区的功率自动平衡,保证了炉内温度的均匀性。
改进后的炉体结构
改造后收益计算
该钢丝生产厂以制造完成全新的连续热处理为例,对整个连续热处理加热炉制作、材料、调试等成本测算,总造价为18.6万元。同等技术条件下,传统的炉型总造价为16.5万。经过半年的投入使用,钢丝生产量较改造前高出5%,消耗电量降低2.5%。综合统计半年增加经济效益约为15.2万元。该改造项目有益于增加企业的经济效益。
相关阅读:
- 上一条产品:这5个问题,热处理行业还需继续努力
- 下一条产品:如何建设智能化和自动化的铸造车间